





はんだごて先 種類の選び方、手入れ、交換、おすすめ【イラスト図解】
初心者、女性向けのはんだごて先の入門ガイドとして下記のポイントをメインに解説しています。
はんだごて先の種類、構造
・はんだごて先の温度調整、設定
・はんだごて先のおすすめネット通販商品
・はんだごて先 手入れ
・はんだごて先 交換
DIY電子工作のご参考になれば幸いです。(^_^;)
はんだごて先の本体であるはんだゴテについては下記の記事を参照願います。
関連記事:

最新 おすすめ はんだごて先
白光(HAKKO) こて先 1.6D型 FX-600/FX-8801/FX-8803用 T18-D16
適用はんだこて:FX-600
Amazonの 半田ごて先でベストセラー1位です、すぐに発送ができて、評価が高く、お求めやすい価格。
アマゾン価格:473円 現在 2025年6月

はんだこて先 はんだ付チップとは?
半田ごての先端に取り付けられている金属性の棒状の事。形状は半田付する用途により色々な種類がある。
この部分を電気熱等を使用して加熱し、半田を溶かして半田付する非常に重要な部品。
英語及び中国語では下記のように呼ぶ。
【英語名】soldering iron tip
【中国語】烙铁头
適切なはんだこて先サイズ、種類の選定
こて先のサイズは、ワークに接触する面積に影響します。いかに効率良く熱をワークに伝えるかは、その接触面積で決定されます。
ワークに対して最適なサイズ(太さ)を選定すると以下のような利点が得られ、「はんだ付け作業が向上します。
1.ワークに効率良く、熱が伝導されるのではんだがぬれやすくなる。
2.はんだがぬれやすくなると、設定温度を低く抑えられることが可能です。
3.設定温度が低いと、こて先の劣化を防止でき、こて先の寿命が長くなります。
| 図 | 内容 | 評価 |
 ハンダゴテ チップ サイズ 小さい | ワークより小さいサイズは、こて先の熱がうまく伝わりません。ランドより小さいと、こて先の熱が効率よくワークに伝わらず、はんだがぬれるに充分な熱量をワークに伝えるためには作業時間が長くなります。 ※温度ドロップが一番小さいのは、効率良くワークに伝えることができないためです。 | 小さすぎ NG |
 ハンダゴテ チップ サイズ | ワークにピッタリだとこて先の熱が効率よく伝わります。ランドにぴったりだと、はんだがぬれるに充分な熱量を伝えるため、温度ドロップが大きくなります。 しかし、熱復帰率の良いはんだこてを使用すると、設定温度まで復帰する時間が早く結果的にはんだ付け作業時間の短縮も可能となります。 | GOOD |
 ハンダゴテ チップ サイズ 大 | ワークより大きいサイズは使用しないでください。 基板を傷つける可能性があります。 | 大きすぎ NG |
はんだこて先 蓄熱量の多いものを選ぶ
同じこて先サイズでも、蓄熱量が違う。
右の写真のこて先は全体的に大きいことがわかります。これが蓄熱量の差となって、はんだ付け環境の向上に貢献します。
| 蓄熱量 少ない | 蓄熱量 大きい |
 |  |
同じサイズでも可能なかぎり蓄熱量の高いこて先を選定しすることし、その後、狭いピッチであるなどの様々な条件を検討して少しずつサイズを落す。
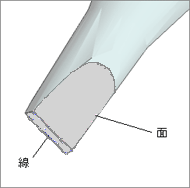
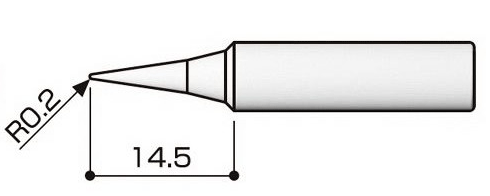
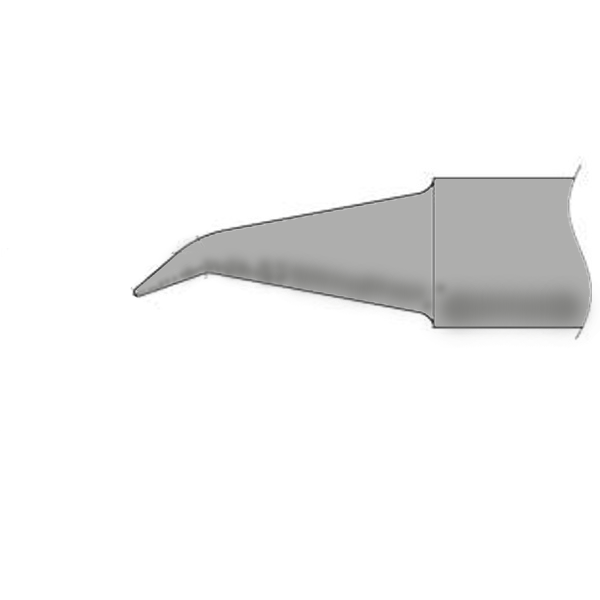
はんだこて先のこて先の形状を選ぶ
代表的なこて先の形状と用途を表1に示しました、これらの形状ごとに太さの異なるものがあり、たとえばC形なら、太さによって1C(太さ1mm)、2C(太さ2mm)、3C(太さ3mm)といった具合に名前が付けられています。
表1



ネット通販 はんだこて先チップ おすすめ
総合通販サイトの中では『Amazon』『楽天市場』『モノタロウ』、工具専用通販サイトでは『Bildy』『ウエダ金物』『ホームメイキング』など様々な通販サイトが電動丸ノコ刃等の電動工具のアクセサリーを販売しています。
インターネット通販の利点は、価格の安さそしてランキング、評価、商品レビュー〔口コミ)の存在です。特に商品レビューについては、実際に使用したユーザーからの具体的な使用感が得られるなど、カタログスペックだけではわかりにくい情報が得られるのは大きなメリットとなっています。
2025年 アマゾン はんだこてパーツ ランキング

アマゾン 半田ごてパーツ ランキング
2025年 モノタロウ はんだこて先チップ ランキング
モノタロウ 半田ごて先 ランキング
2025年 楽天 はんだこて先チップ ランキング

楽天 はんだこて先チップ ランキング
2025年 Yahoo! ショッピング はんだこて先チップ ランキング
Yahoo! ショッピング はんだこて先チップ ランキングの売れ筋ランキングのランクイン商品を選べば品質も価格も満足いく商品が購入できます。最新情報は画像をクリックしてください。

はんだこて先 先端の劣化、交換、寿命、クリーナー
コテ先は、使い続けると必ず酸化したり劣化してしまいます。
酸化の最大の要因は、こて先温度の高すぎです。こて先が酸化してしまうと、黒や紫の酸化膜で覆われてしまい、はんだをはじいてしまいます。

酸化膜で覆われたこて先
また、通常は鉄鍍金で覆われているコテ先の銅棒から、半田付けの際に銅成分が溶け出しヘコンだりやせてしまうのが「食われ」と呼ぶ劣化です(鉛フリーはんだでよく起こります)。

ハンダ食われ
また、銅棒に施されている鉄やはんだの鍍金が消失してしまう劣化もあります。
さらに、高温のコテ先を水などに浸けて急冷した時に起こるヒートショックも劣化の原因になります。
酸化や劣化したこて先は、早めに交換しなければ適性な半田付けは行えません。
半田ごて先の寿命
半田ごて先の交換は
1)こて先の寿命
2)先端のぬれ部分に黒化が発生し、はんだがぬれなくなった場合(主にSnの酸化)、があります。
こて先は、寿命を延ばすために全周にFe(鉄)めっきを施しています。このめっきの消耗がこて先の寿命となります、こて先の先端が痩せて、形が崩れ(先端が細い場合等)やがて穴があきます。この状態では熱伝導が極端に弱くなり、はんだこてとして使えなくなります。
こて先寿命は、下記の3つの要因により決まります。
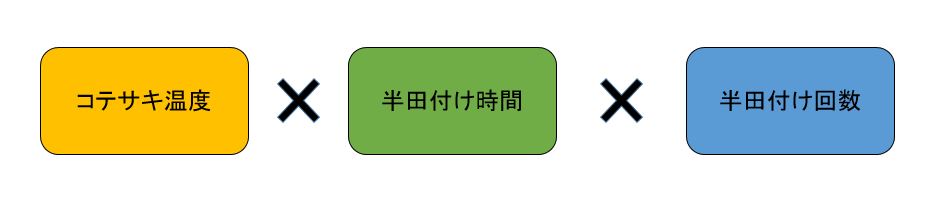
はんだこて先の寿命
はんだこてを長持ちさせるならワイヤークリーナーを使用します。
はんだこて先 ワイヤークリーナー 使い方
はんだ付け作業快適に行うには、コテ先のクリーニングも重要です。
はんだ付けをする時に重要なのがコテ先のクリーニングです。コテ先を綺麗にしておかないと、たちまちはんだ不良やこて先の劣化を招いてしまいます。
ワイヤークリーナーでのクリーニング
ワイヤークリーナーとは水を使わないコテ先クリーナーで金ダワシにフラックスが塗布されたものです。この金ダワシにコテ先をザクザク差し入れするだけでコテ先が綺麗になり、コテ先の表面にうっすらとはんだを残してくれるので急速な酸化や焼き付きを防止します。
スポンジのコテ先クリーナーは水を用意しなければならず又、水を使うクリーニングは半田メッキを除去しすぎてしまうし、なによりヒートショックでコテ先の早期劣化の原因となってしまいます。
一方、このワイヤークリーナーはコテ先をクリーニングしても温度低下が少なく、すぐに適切な温度ではんだ作業ができるようにしてくれます。はんだ付けを行う前に2.3回ザクザク差し入れするだけで綺麗な半田メッキ状態になるので、はんだ付け作業も快適です。
ワイヤーの取り換え時期は裏返したりほぐしたりすることで500gはんだロール一個分くらいは十分使うことができます又、フラックスをワイヤー垂らすことで復活させることができます。

半田コテサキ ワイヤークリーナー
おすすめ ワイヤークリーナー
goot(グット) こて先クリーナー 金属製クリーナー ST-40
アマゾン価格:693円 2025年6月 現在
はんだこて先 先端の交換手順
電源をOFF
電源を入れたままヒーターを露出すると、大気中に放熱するため、ヒーターが赤くなるほど過することがあって火傷の恐れがあります。
ナット外す
プライヤーやペンチで袋ナットを緩め、外します。
袋ナットは高温に熱せられているので、直接、手で触れないように注意します。
保護パイプ外す
保護パイプをラジオペンチで挟んで外します。
保護パイプも高温に熱せられているので、直接触れないように注意します。

こて先 先端を交換
こて先を新品のものと交換します。
外した時と逆の手順で、保護パイプを挿し込み、袋ナットでしっかり締めます。
袋ナットを締め付けすぎるとヒーター が割れてしまうので、軽く締める程度
にしておきます。

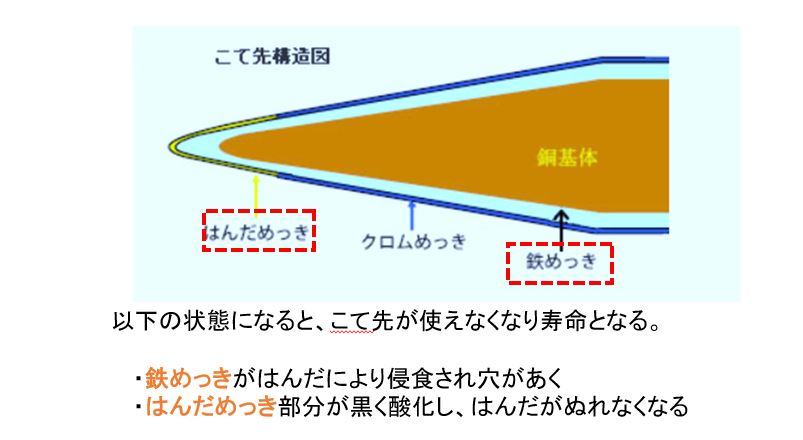
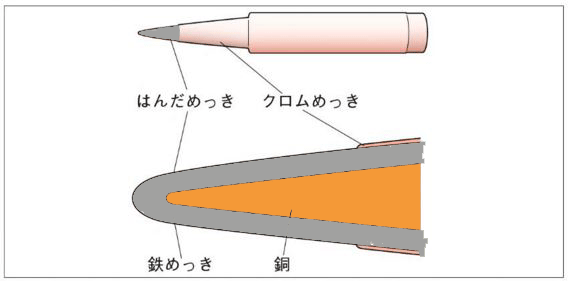
はんだこて先の構造
半田ごてのこて先は、ヒーターの熱を蓄積やすく、母材に熱を送りやすいように、熱伝導率の良い銅棒が使用されています。
しかし、銅ははんだに浸食されやすいため、浸食防止のためにこて先の表面は鉄でメッキされています。そしてさらに、先端部分ははんだ付け特性を高めるために半田メッキが施されています(半田メッキといっても、鉛の含有率の少ない錫メッキです)。先端以外の部分には、クロム鍍金が施されています。
メッキは、はんだ付けの作業性をあげるためと劣化を防ぐためのものですから、汚れたからといってやすりで磨いたりするとメッキが損なわれてしまい、かえって劣化を早めることになるので絶対にやってはいけません。劣化したこて先は早めに交換しましょう。
おすすめ はんだこて先 メーカー 2選
白光 はんだこて先
世界品質のはんだこてとその周辺機器を製造、販売。最新エレクトロニクスからホビー・クラフトまではんだこてとその周辺機器をお客様に提供。
白光(HAKKO) こて先 2C型 FX-600/FX-8801/FX-8803用 T18-C2
アマゾン価格:509円 現在 2025年6月

太洋電機産業(goot) はんだこて先
広島県福山市に本社を置く、はんだごて及びはんだ付け関連製品を製造・販売する会社。
goot(グット) 替こて先 CXR-100RT-3C 日本製
アマゾン価格:1018円 現在 2025年6月

まとめ
はんだゴテ先の選び方、手入れ等について解説しました、いかに高価なはんだごてを購入しても半田付けの接点であるはんだごて先が酸化、摩耗していては正しく半田付けできません。
品質、作業性を向上させるためにも適正なはんだゴテ先を選定して、メンテナンスしてください。
又、下記の記事も参照願いします。

*半田こて先の選び方、使い方、手入れについては下記の文献に更に詳細な内容が記載されています。
参考文献:
1.はんだ付けのおはなし 著者:大澤直 日本規格協会
2.はんだ付けの職人技 著者:野瀬昌治 技術評論社
3.見ればわかる!正統派のはんだ付け[動画DVD付き](SP No.129) (トランジスタ技術SPECIAL)


{kind=link}
コメント